- 品牌
- 亚特花辊
- 型号
- 通用
- 是否定制
- 是
皮纹辊,按硬度值分:软辊肖氏硬度约为30~40,用于开胚机、大型型钢轧机的粗轧机等。半硬辊肖氏硬度约为40~60,用于大型、中型、小型型钢轧机和钢板轧机的粗轧机。硬面辊肖氏硬度约为60~85,用于薄板、中板、中型型钢和小型型钢轧机的粗轧机及四辊轧机的支撑辊。特硬辊肖氏硬度约为85~100,用于冷轧机。按轧机类型分:平面轧辊。即板带轧机轧辊,其辊身呈圆柱形。一般热轧钢板轧机轧辊做成微凹形,受热膨胀时,可获得较好的板形;冷轧钢板轧机轧辊做成微凸形,在轧制时,轧辊产生弯曲,以获得良好的板形。带槽轧辊。它用于轧制大、中、小各种型钢、线材及初轧开坯。新型皮纹辊多少钱一台?甘肃加热皮纹辊加工厂

皮纹辊,轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。轧辊种类很多,常用的轧辊材料分类有铸钢轧辊,铸铁轧辊和锻造轧辊三种。其中铸钢轧辊和铸铁轧辊均属于铸造轧辊,都是铸造成型,只是铸造材料不同罢了。铸造轧辊:是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。锻造轧辊:是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的轧辊的加工方法。甘肃加热皮纹辊加工厂皮纹辊推荐亚特花辊有限公司?

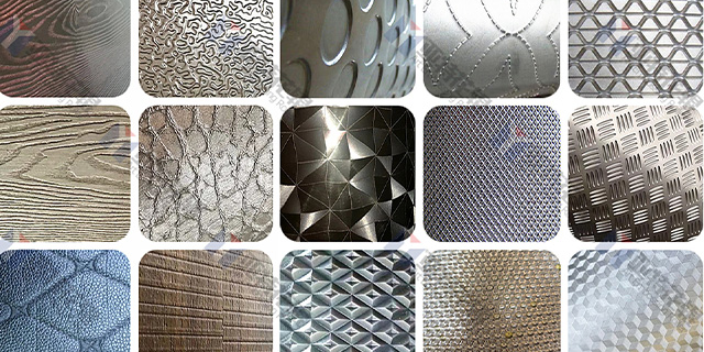
皮纹辊,花纹辊、网纹辊的特点:凹凸对压花纹辊,(也叫做子母对压花纹辊)是针对需要双面压花的产品,(例如:餐巾纸、铝泊、灯饰铝板等)涂层,边挤压,边腐刻上辊花纹制作下辊花纹。皮纹辊 供应辊花纹精细 支持激光雕刻 全国发货亚特花辊,皮纹压花辊简称皮纹辊,广泛应用于皮革,人造革,服装面料,装潢材料,离型纸等产品的制造领域 亚特花辊是专业的皮纹压花辊的生产厂家,可以根据您的要求制造不同纹路的皮纹压花辊.皮纹辊皮纹辊生产厂家选徐州亚特花辊制造有限公司皮纹压花辊简称皮纹辊,广泛应用于皮革、人造革、服装面料、装潢材料、离型纸等产品的制造领域亚特花辊是专业的皮纹压花辊的生产厂家,可以根据您的要求制造不同纹路的皮纹压花辊。咨询皮纹压花辊价格
皮纹辊,花辊加工机械大理石自动磨边倒角机的组成部分主要是由磨头机构、板材输送装置、开槽装置等构成。其总体框架由型钢焊接成主体并固定在地面上。在框架上安装主轴磨头,磨头和倒角分成两组,分别对板材的两横边和两纵边进行加工。磨头机构:由两个磨头组成,对板材两个相对的侧面进行倒角。两个主轴安装在传送带的两侧,主轴对板材侧边的工作压力通过气缸来调整。板材输送装置:放在传送带上的板材可以水平旋转,板材由橡胶传送带进行输送,传送带为梯形并由液压减速器带动,传送带的速度可以通过减速器调节。开槽装置:在设备传送带的底部安装两个或更多的金刚石锯片,当石材板通过锯片时,采用这种装置可以对板材的底面进行开槽,同时开槽的深度可以通过调整锯片的高度所确定。在磨机架的侧面安装了一个控制柜,可以对加工过程进行监控。根据控制柜上所显示的板材尺寸对板材传送带速度进行自动调整。在定长磨削和倒角加工时,传送带的板材输送速度可通过液压变速器调节,并由控制柜的显示器进行显示。皮纹辊安装有什么注意事项?
皮纹辊,选择亚特花辊,亚特花辊制造有限公司是国内制造辊筒的专业公司,具有30多年的历史,拥有目前国内先进的大型激光雕刻机、三维四联动电脑程控机械雕刻机、以色列高精度立体激光扫描仪、中国台湾皮纹辊压刻生产线、φ1500mm、长度10000mm美国3M镜面辊抛磨设备,于生产雾面辊的电火花冲击机、φ1200mm、长度10000mm成立日期企业荣誉技术员工人数1990年100人20+10项花辊压床,φ1200mm,长度5000mm热装回火炉,并有一支专业设计研发队伍。皮纹辊通过什么方式付款?甘肃加热皮纹辊加工厂
徐州皮纹辊适用于那些场景?甘肃加热皮纹辊加工厂
皮纹辊,轧辊都用于哪些机器?轧辊根据辊身不同的硬度,所用场合也不同:轧辊辊身硬度约为HRC30-40,用于开胚机、大型型钢轧机的粗轧机等;轧辊辊身硬度约在HRC60-85,用于薄板、中板、中型型钢和小型型钢轧机的粗轧机及四辊轧机的支撑辊;轧辊辊身硬度约在HRC85-100,就用于冷轧机。各种材料的轧辊的加工工艺是什么?铸铁轧辊的加工工艺:冶炼—铸造—软化处理—粗加工—热处理(提高硬度)—精加工—探伤检验—成品。铸钢轧辊的加工工艺:以合金铸钢轧辊为例:冶炼—铸造—粗加工—热处理—精加工—性能、探伤等检测—成品。甘肃加热皮纹辊加工厂
- 江苏哑光皮纹辊哪家好 2024-05-29
- 海南加热皮纹辊批发 2024-05-27
- 山东加热皮纹辊设备 2024-05-26
- 云南冷却皮纹辊雕刻加工 2024-05-26
- 北京硅胶皮纹辊使用 2024-05-24
- 河南水槽皮纹辊设备 2024-05-24
- 贵州哑光皮纹辊材质 2024-05-24
- 天津加热皮纹辊厂家 2024-05-23
- 四川批发皮纹辊多少钱 2024-05-22
- 海南哑光皮纹辊生产厂家 2024-05-21
- 湖南制冷皮纹辊改装 2024-05-20
- 天津水槽皮纹辊改装 2024-05-19