- 品牌
- 亚特花辊
- 型号
- 通用
- 是否定制
- 是
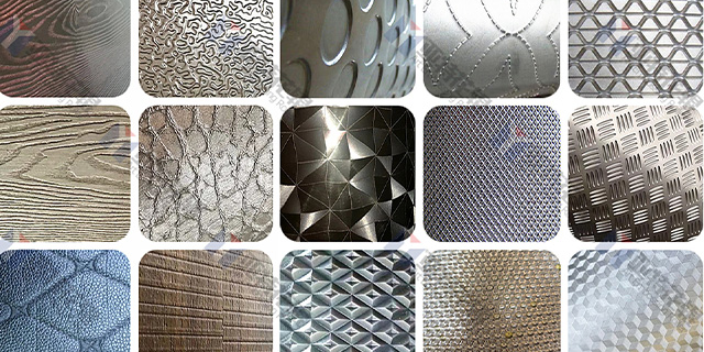
皮纹辊,除了亮光、哑光和纹理处理外,滚涂机还可以通过添加特殊效果的涂料或添加剂来实现其他特殊效果,如金属光泽、珍珠光泽、螺纹纹理等。这些特殊效果可以赋予皮革独特的外观。通过滚涂机实现不同的表面处理效果,可以满足市场对于多样化和个性化的需求,提升皮革产品的附加值和竞争力。同时,这些处理效果也可以根据客户的特定要求进行定制,满足不同产品和市场的需求。做好零部件的防锈措施(在零部件表面喷上防锈剂)模具蚀纹前期准备工作 皮纹部件(热处理、)加工包装要求及规范。哪个公司的皮纹辊口碑好?江西镀铬皮纹辊制作设备

皮纹辊,组件焊接:组焊内板、轴头、衬套、堵板、内管等,内管做静平衡50g之内,内管划旋向线,焊扁钢流道。配车、装、焊接:配车内管、尺寸与外管过盈0.4mm,两幅板倒焊缝角15X30度,打磨内管,清渣、检验内管尺寸与外管内径尺寸是否相适应,热套到位,待冷却收缩后,整体组焊。(注:45#钢焊前加温,焊后保温)、退火、粗车、淬火:退火热处理,工艺调质,多重去应力,粗车留余量,做静平衡,大于50g,需要计算借偏量,上车床借车。淬火:表面硬度要求HRC58°—60°,辊面无龟裂纹。精车、粗磨:两轴头修顶,两轴头对辊面跳动,<0.05,按图要求加工长度到尺寸,外圆放余量,0.5—0.6。磨支撑圆做托架位,按图要求磨辊面尺寸,Ra0.5两轴头对辊面跳动<0.02。江西镀铬皮纹辊制作设备皮纹辊适用于哪些领域?

皮纹辊,常用的轧辊材质和用途见表。轧辊的性能和质量一般取决于其化学成分和制造方式并可由其组织、物理和力学性能以及存在于轧辊内部的残余应力类型来评估(见轧辊检验)。轧辊在轧机中的使用效果不但取决于轧辊材质及其冶金质量,还和使用条件、轧辊设计、操作维护有关。不同类型轧机的轧辊使用条件有很大差异,造成差异的因素有:轧机条件。如轧机类型、轧机和轧辊设计、孔型设计、水冷条件和轴承种类等;轧制条件如轧材品种、规格及其变形抗力、压下制度和温度制度、产量要求和操作等;对产品质量和表面质量的要求等。
皮纹辊,轧辊种类很多,常用的轧辊品种有铸钢轧辊、铸铁轧辊和锻造轧辊三大类,在型材轧机上还有少量硬质合金轧辊(钨钢轧辊)。按成型方法分:铸造轧辊和锻造轧辊;铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。锻造轧辊按材质分类如下:锻造合金钢轧辊;锻造半钢轧辊;锻造半高速钢轧辊;锻造白口铸铁轧辊。徐州皮纹辊价格行情走势!

皮纹辊,辊的品种和制造工艺随冶金技术的进步和轧钢设备的演变而不断发展。中世纪轧制软的有色金属时使用强度低的灰铸铁轧辊。18世纪中叶英国掌握了轧制钢板用的冷硬铸铁轧辊的生产技术。19世纪下半叶欧洲炼钢技术的进步要求轧制更大吨位的钢锭,无论是灰铸铁或冷硬铸铁轧辊的强度均已不能满足要求。含碳量为0.4%~0.6%普通铸钢轧辊相应诞生。重型锻压设备的出现更使这种成分的锻造轧辊的强韧性得到进一步提高。20世纪初期合金元素的使用和热处理的引入明显改善铸钢和锻钢热轧辊和冷轧辊的耐磨性和强韧性。热轧板带用的铸铁轧辊中加入钼后改善了轧材的表面质量。冲洗法复合浇注明显提高了铸造轧辊的芯部强度。皮纹辊的保养知识点?江西镀铬皮纹辊制作设备
皮纹辊客户一般产品质保用多久?江西镀铬皮纹辊制作设备
皮纹辊,按硬度值分:软辊肖氏硬度约为30~40,用于开胚机、大型型钢轧机的粗轧机等。半硬辊肖氏硬度约为40~60,用于大型、中型、小型型钢轧机和钢板轧机的粗轧机。硬面辊肖氏硬度约为60~85,用于薄板、中板、中型型钢和小型型钢轧机的粗轧机及四辊轧机的支撑辊。特硬辊肖氏硬度约为85~100,用于冷轧机。按轧机类型分:平面轧辊。即板带轧机轧辊,其辊身呈圆柱形。一般热轧钢板轧机轧辊做成微凹形,受热膨胀时,可获得较好的板形;冷轧钢板轧机轧辊做成微凸形,在轧制时,轧辊产生弯曲,以获得良好的板形。带槽轧辊。它用于轧制大、中、小各种型钢、线材及初轧开坯。江西镀铬皮纹辊制作设备
- 山西镀铬皮纹辊材料 2024-06-10
- 陕西镀铬皮纹辊销售 2024-06-08
- 贵州镀铬皮纹辊雕刻加工 2024-06-08
- 辽宁冷却皮纹辊齐全 2024-06-08
- 北京哑光皮纹辊雕刻加工 2024-06-06
- 安徽哑光皮纹辊哪里有 2024-06-06
- 北京不锈钢皮纹辊机械 2024-06-05
- 上海专业皮纹辊作用 2024-06-04
- 辽宁冷却皮纹辊材料 2024-06-03
- 福建镀铬皮纹辊制作设备 2024-06-02
- 福建哑光皮纹辊定制 2024-06-02
- 河南冷却辊皮纹辊机械 2024-06-01