- 品牌
- 亚特花辊
- 型号
- 通用
- 是否定制
- 是
皮纹辊,中国从20世纪30年代开始成批生产铸造轧辊,但品种极少。50年代末在河北邢台建立起个专业轧辊厂。1958年鞍山钢铁公司在国际上试制并使用了1050初轧用大型球墨铸铁轧辊。60年代相继制造成功冷轧工作辊和大型锻钢轧辊。70年代末太原钢铁公司和北京钢铁研究总院共同试制成功炉卷轧机和热连轧宽带钢机组用的离心铸造铸铁轧辊,邢台冶金机械轧辊股份有限公司试制成功热宽带钢轧机用半钢工作辊和冷轧宽带钢轧机用工作辊。80年代中国又陆续研制成功大型锻钢支承辊、锻造半钢和锻造白口铸铁轧辊、粉末碳化钨辊环、高铬铸铁轧辊等新品种。到90年代,中国轧辊生产已基本满足国内需要并有部分出口,但品种有待增加,质量尚须提高。皮纹辊常见的故障及排除方法?天津水槽皮纹辊改装
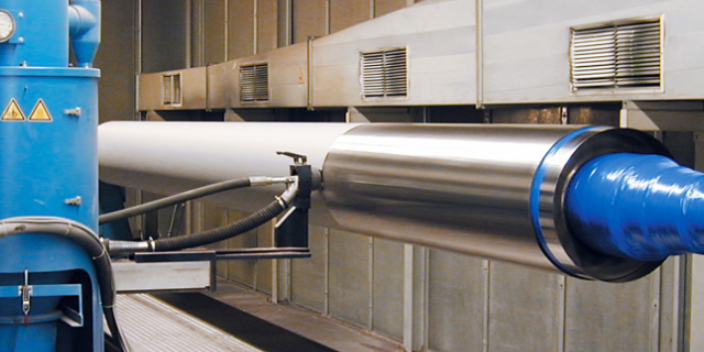
皮纹辊,整体轧辊分为整体铸造和整体锻造轧辊两种。冶金复合铸造轧辊主要有半冲洗复合铸造、溢流(全冲洗法)复合铸造、离心复合铸造三种,此外还有连续浇铸包覆(CPC-ContinuousPouringProcessforCladding)、喷射沉积法、热等静压(HIP-HotIsostaticallyPressed)、电渣熔焊等特殊复合方法制造的复合轧辊种类。组合轧辊主要是镶套组合轧辊。相对于复合轧辊而言的,整体轧辊的辊身外层与心部以及辊颈采用单一材质铸造或锻造而成,辊身外层和辊颈不同的组织、性能通过铸造或锻造工艺以及热处理工艺过程来控制和调整。锻造轧辊和静态铸造的轧辊均属于整体轧辊。辽宁制冷皮纹辊设备皮纹辊具体能解决什么样的问题?

皮纹辊,如何选择刀具加工高硬度的轧辊?随着刀具行业的不断研究,先后推出了硬质合金刀具,陶瓷刀具和立方氮化硼刀具(CBN刀具),下面就根据研发顺序简单介绍一下。对于高硬度轧辊的加工,首先采用的是硬质合金刀具,由于轧辊辊身硬度一般在HRC45以上,尤其是部分合金铸铁/铸钢,硬度可达HSD90以上,硬质合金根本就加工不动。之后推出的是陶瓷刀具,陶瓷刀具各方面的加工性能都高于硬质合金刀具,但缺点就是脆性大,并且部分大型轧辊是铸造件,难免会出现铸造缺陷(如硬质点,夹砂,气孔等),遇到以上问题易崩刀,加工效果不好。
皮纹辊,组合轧辊主要是镶套组合轧辊。按制造材料分:铸钢系列轧辊、铸铁系列轧辊和锻造系列轧辊轧辊常用的热处理类型:去应力退火、等温球化退火、扩散退火、正火、回火、淬火、深冷处理。按辊身形状分:轧辊有不同的分类方法。按辊身形状分为圆柱形和非圆柱形,前者主要用于板材、带材、型材和线材生产,后者主要用于管材生产。按是否接触轧件分:分为工作轧辊和支承辊。直接接触轧件的轧辊称工作轧辊;为增加工作轧辊的刚度和强度而置于工作轧辊背面或侧面又不直接接触轧件的轧辊称支承辊。按使用机架分:按使用机架分为初轧辊、粗轧辊、中间轧辊和精轧辊。按轧材的品种分为板带轧辊、轨梁轧辊、线材轧辊和管材轧辊等。还可按轧制时轧件的状态分为热轧辊和冷轧辊。去哪里可以选择安全可靠的皮纹辊?
皮纹辊,锻钢轧辊的加工工艺:以冷轧工工作辊为例:精选原材料→EBT初炼→LF精炼→真空脱气→浇注成型→电渣重熔→锻造→球化退火→粗加工→调质(淬火+高温回火)→半精加工→探伤检测→预热处理→双频淬火→冷处理→低温回火→精加工→硬度、超声波及金相→包装出厂。加工轧辊时常出现的问题?目前,轧辊企业为了获得轧机的工作效率和降低轧辊的消耗,多采用高硬度的轧辊,也正是由于轧辊的硬度提高,给加工轧辊的机械厂带来难度。大型企业均采用数控机床加工高硬度轧辊,但小型企业还是采用普通车床加工轧辊,加工过程中常出现机床振动大,车削困难和表面光洁度不好等问题,影响加工效率和加工质量。皮纹辊推荐亚特花辊有限公司?天津水槽皮纹辊改装
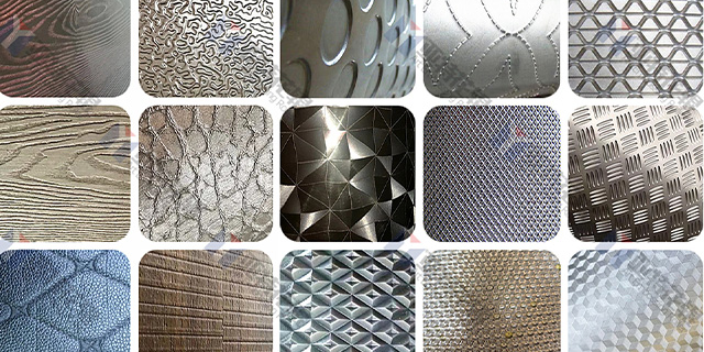
皮纹辊的产品特点有哪些?天津水槽皮纹辊改装
皮纹辊,常用的轧辊材质和用途见表。轧辊的性能和质量一般取决于其化学成分和制造方式并可由其组织、物理和力学性能以及存在于轧辊内部的残余应力类型来评估(见轧辊检验)。轧辊在轧机中的使用效果不但取决于轧辊材质及其冶金质量,还和使用条件、轧辊设计、操作维护有关。不同类型轧机的轧辊使用条件有很大差异,造成差异的因素有:轧机条件。如轧机类型、轧机和轧辊设计、孔型设计、水冷条件和轴承种类等;轧制条件如轧材品种、规格及其变形抗力、压下制度和温度制度、产量要求和操作等;对产品质量和表面质量的要求等。天津水槽皮纹辊改装
- 福建镀铬皮纹辊制作设备 2024-06-02
- 福建哑光皮纹辊定制 2024-06-02
- 河南冷却辊皮纹辊机械 2024-06-01
- 河南哑光皮纹辊制作设备 2024-05-31
- 江苏哑光皮纹辊哪家好 2024-05-29
- 海南加热皮纹辊批发 2024-05-27

