- 品牌
- 亚特花辊
- 型号
- 通用
- 是否定制
- 是
皮纹辊,铸铁可分为普通铸铁、合金铸铁和球墨铸铁。铸造轧辊时,采用不同的铸型,可以得到不同硬度的铸铁轧辊,因此有半冷硬、冷硬和无限冷硬轧辊之分。铸铁轧辊硬度高、表面光滑、耐磨、制造过程简单且价格便宜。其缺点是:强度低于钢轧辊,只有球墨铸铁轧辊的强度较好。此外,近20年来用高速钢制造轧辊的研究与推广应用进展迅速,凭其良好的耐磨性能和耐表面粗糙性能,不仅用于热轧带钢连轧机组上,在型材轧机、高速线材轧机和冷轧机上也显示了良好的应用前景。皮纹辊厂家负责售后及其维修吗?吉林硅胶皮纹辊生产厂家

皮纹辊,复合轧辊辊颈材料按强度要求选择。因此,不同类型的轧机以及同类型而使用条件不同的轧机,对所用的轧辊性能要求不尽雷同,如方坯和板坯初轧机轧辊要具有好的扭转和弯曲强度、韧性、咬入性、抗热裂性和热冲击性以及耐磨性;而热带精轧机架要求轧辊辊面的高硬度、抗压痕、耐磨、抗剥落和耐热裂等性能。弄清轧辊的使用条件以及在同类型轧机中所用轧辊的失效方式,了解当前各种轧辊材质的性能和制造工艺,才能较正确地制定该轧机用辊的技术条件和选用合适而经济的轧辊材质。常用来评价轧辊在轧机中使用性能的方法有:轧制1t轧材所消耗的轧辊重量(kg)(简称辊耗),用kg/t表示;每单位轧辊直径减少所轧材的重量,用t/mm表示。甘肃冷却辊皮纹辊批发皮纹辊具体能解决什么样的问题?

皮纹辊,轧辊堆焊时需要注意什么?堆焊前需先将轧辊辊身表面的疲劳层或缺陷,尤其是裂纹必须彻底清理;在堆焊时,为了防止裂纹的产生,必须先加工轧辊辊身预热,预热温度根据轧辊辊及堆焊材料而定;焊接时堆焊成败的关键环节,要获得理想的堆焊层必须综合考虑某些可变因素,如:焊接电压、焊接速度、轧辊转速、轧辊的保温、焊接电流、焊接材料等,对一些含碳及合金元素高的辊芯,为防止脆性区的裂纹,除一定的预热措施外,多采用低碳低合金过渡层进行预先堆焊过渡层。
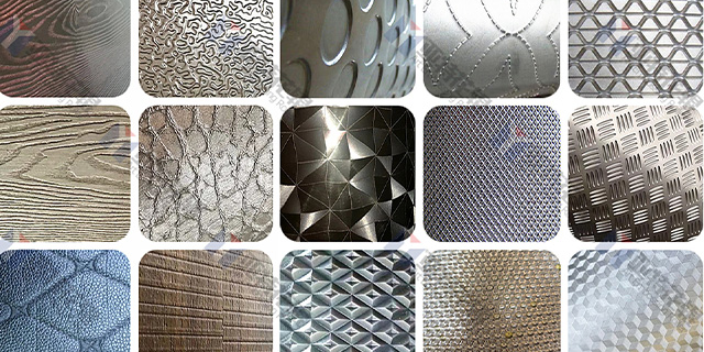
皮纹辊,皮纹的注意事项:确定咬入范围、成品图、模具图、成形件。模具钢的测定。是否存在EDM。焊接的存在和条件。模具硬度(热处理、渗氮)。模具的脱模角度。是否有协调或不协调的相关产品(成品)成形材料的类型。模具总数。确定咬花的大小和咬加工表面的抛光度。检查模具表面的划痕和生锈。皮纹花样很多。按照制作工艺有腐蚀,放电,雕刻等制作方法。要是讲花纹样式那就多了去了。根据客户的要求不断有新的纹样出来。橘皮纹,沙纹,鹿皮文等等皮纹辊具体使用操作有哪些?
皮纹辊,组件焊接:组焊内板、轴头、衬套、堵板、内管等,内管做静平衡50g之内,内管划旋向线,焊扁钢流道。配车、装、焊接:配车内管、尺寸与外管过盈0.4mm,两幅板倒焊缝角15X30度,打磨内管,清渣、检验内管尺寸与外管内径尺寸是否相适应,热套到位,待冷却收缩后,整体组焊。(注:45#钢焊前加温,焊后保温)、退火、粗车、淬火:退火热处理,工艺调质,多重去应力,粗车留余量,做静平衡,大于50g,需要计算借偏量,上车床借车。淬火:表面硬度要求HRC58°—60°,辊面无龟裂纹。精车、粗磨:两轴头修顶,两轴头对辊面跳动,<0.05,按图要求加工长度到尺寸,外圆放余量,0.5—0.6。磨支撑圆做托架位,按图要求磨辊面尺寸,Ra0.5两轴头对辊面跳动<0.02。徐州皮纹辊价格行情走势!甘肃冷却辊皮纹辊批发
徐州皮纹辊推荐排行榜,哪家专业?吉林硅胶皮纹辊生产厂家
皮纹辊,亚特花辊,我公司专业生产各类皮纹辊。皮纹辊即皮纹压花辊,是压花辊系列产品之一。皮纹辊主要用于在各类材质上压制凹凸花纹,可以对塑料(PVC、ABS、PP、PE、PT、PC等)、金属、皮革、人造革、纸张、纺织品等材质以及薄膜、片材、无纺布、餐巾纸、壁纸(墙纸)、卫生巾、包装纸、打包带等产品进行处理,使产品更加美观,增强产品的防伪效果。皮纹辊特色:从中国台湾全套引进的皮纹辊压刻生产线;技术先进、工艺独特、仿真率达到98%以上;辊坯选用质量45#无缝钢管;吉林硅胶皮纹辊生产厂家
- 山西镀铬皮纹辊材料 2024-06-10
- 陕西镀铬皮纹辊销售 2024-06-08
- 贵州镀铬皮纹辊雕刻加工 2024-06-08
- 辽宁冷却皮纹辊齐全 2024-06-08
- 北京哑光皮纹辊雕刻加工 2024-06-06
- 安徽哑光皮纹辊哪里有 2024-06-06
- 北京不锈钢皮纹辊机械 2024-06-05
- 上海专业皮纹辊作用 2024-06-04
- 辽宁冷却皮纹辊材料 2024-06-03
- 福建镀铬皮纹辊制作设备 2024-06-02
- 福建哑光皮纹辊定制 2024-06-02
- 河南冷却辊皮纹辊机械 2024-06-01