
- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
超精密加工技术的特点及其应用超精密加工目前尚没有统一的定义,在不同的历史时期,不同的科学技术发展水平情况下,有不同的理解。通常我们把被加工零件的尺寸精度和形位精度达到零点几微米,表面粗糙度优于百分之几微米的加工技术称为超精密加工技术。超精密加工的重要手段包括①超精密切削,如超精密金刚石刀具镜面车削、销削和铣削等;②超精密磨削、研磨和抛光;③超精密微细加工(电子束、离子束、激光束加工以及微硅器件的加工、LIGA技术等)。超精密飞刀铣削技术可实现大型光学镜面的高效加工,保证面型精度。进口超精密半导体零件
超精密
精密加工小知识:IT是加工精度的衡量单位,主要为衡量生产产品的精度、品质、加工误差。IT后面的数值愈大,表示精度越低、误差越大,如IT9就比IT5来的粗糙;公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个。精密加工技术特色介绍随着时代变化,工业能力的不断进步,有可能现在的精密加工也会变成明天的粗加工。常见工艺过程有:车削、铣削、钻孔、插齿、珩磨、磨削等;若有特殊需求,在车床加工完后还会多一道热处理的方式,包括:渗碳,淬火,回火等,提升硬度、机械规格。目前精密加工技术能应用在「所有的」金属材料、塑料、木材、石磨与玻璃上,但由于不同材质的表面都有所差异,所以切割与研磨等数值都需在CAD(计算机辅助设计)或CAM(计算机辅助制造)程序上架构好,并严格遵守才能确保产品品质、降低误差。由于材料范围广且精度高,精度加工技术普遍会应用在航太业、医疗器材、太阳能板零件等。此外,当精密加工已无法达到更好的形状精度(formaccuracy)、表面粗糙度(surfaceroughness)与尺寸精度时,就会需要使用到超精密加工的技术。微米级超精密无氧铜真空卡盘超精密电解加工利用电化学原理实现无应力加工,适合复杂型面零件。
高精度、高效率高精度与高效率是超精密加工永恒的主题。总的来说,固着磨粒加工不断追求着游离磨粒的加工精度,而游离磨粒加工不断追求的是固着磨粒加工的效率。当前超精密加技术如CMP、EEM等虽能获得极高的表面质量和表面完整性,但以部分放弃加工效率为保证。超精密切削、磨削技术虽然加工效率高,但无法获得如CMP、EEM的加工精度。探索能兼顾效率与精度的加工方法,成为超精密加工领域研究人员的目标。半固着磨粒加工方法的出现即体现了这一趋势。另一方面表现为电解磁力研磨、磁流变磨料流加工等复合加工方法的诞生。
精密激光打孔是激光微加工重要的一方面,其应用范围很广,包括金属钻孔,陶瓷钻孔,半导体材料钻孔,玻璃钻孔,柔性材料钻孔等等,尤其是针对一些坚硬易碎或者弹性较大的材料,如西林瓶打孔、安瓿瓶打孔、输液袋打孔等气密性检测相关,陶瓷,蓝宝石,薄膜等优势尤为明显。由于激光打孔具有效率高、成本低及综合技术经济效益好等优点,已经成为超精密激光打孔认可设备。解决超精密激光打孔长期的痛点。1、激光打孔机的技术已经越来越成熟,不单单可以进行打孔,还能切割、焊接一体化,属于多功能激光一体机。激光打孔是利用高性能激光束对样品进行瞬时打孔,激光束打孔无需接触,热变形极小,所以也就解决了传统机械打孔出现变形的问题。2、激光打孔机具备加工速度快、效率高、直边割缝小、割面光滑,可获得大的深径比和深宽比,激光打出来的孔径均匀、大小一致,误差极小。3、激光打孔机可在硬、脆、软等各种材料上进行精细打孔切割。节省人工,提高产能,傻瓜式操作无需储备技术人才,操作简单轻易上手。超精密激光打孔机打孔速度非常快,将高效能激光器与高精度的机床及控制系统配合,通过微处理机进行程序控制,实现高效率打孔。超精密加工对操作人员技能要求极高,需熟悉设备特性与材料加工规律。
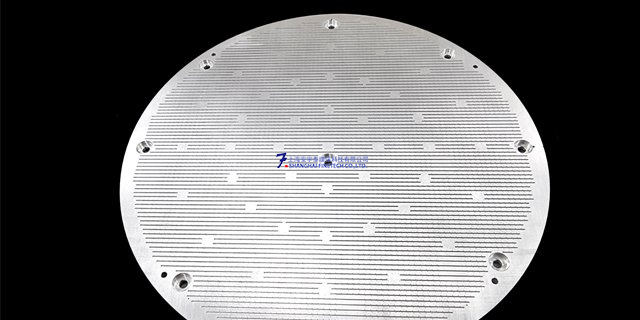
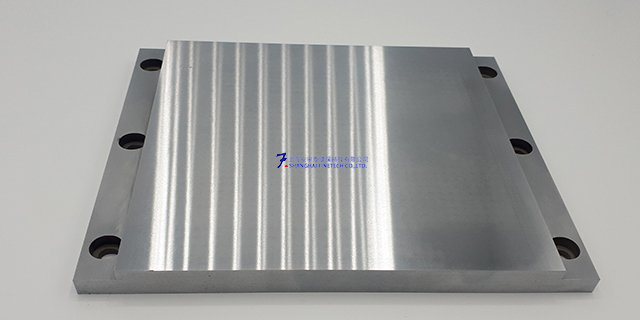
微泰利用激光制造和提供超精密产品。凭借高效率、高质量的专有加工技术,我们专门用于加工Φ0.2度以下的超精密微孔,并采用了Φ0.005mm激光钻孔技术,使用飞秒激光器。此外,我们还在不断地开发技术,以提供更小的微米级孔。激光加工不同于常规的MCT钻孔加工,在热处理后,孔的加工容易,因此即使在极强度/高硬度或热处理过的产品中,也能够获得恒定质量的孔,如PCD、PCBN和Cerama。我可以用多种材料制成,包括硬质合金、不锈钢、热处理钢和钼。营业于半导体真空卡盘、吸膜板、COF绑定TOOL,倒装芯片键合、MLCC叠层吸膜板,MLCC印刷吸膜板,吸附板。光栅的超精密加工需保证刻线间距均匀,提升测量与光谱分析精度。自动化超精密刀具制造
光纤连接器的超精密加工保证接口对准精度,减少光信号传输损耗。进口超精密半导体零件
相信很多人在听说超精密加工这个词的时候,都会觉得它是一种神秘高新技术,卓精艺就带领大家了解这项神秘技术的发展历史。跟任何一种复杂的技术一样,超精密加工技术经过一段时间的发展,已经逐渐被大众所了解和熟悉。超精密加工的发展经历了如下三个阶段。1、技术起源阶段20世纪50年代至80年代,美国率先发展了以单点金刚石切削为主的超精密加工技术,用于航天、天文等领域激光核聚变反射镜、球面、非球面大型零件的加工。2、民用发展阶段20世纪80年代至90年代,进入民间工业的应用初期。美国的摩尔公司、普瑞泰克公司,日本的东芝和日立,以及欧洲的克兰菲尔德等公司在国家的支持下,将超精密加工设备的商品化,开始用于民用精密光学镜头的制造。但超精密加工设备依然稀少而昂贵,主要以特殊机的形式订制。在这一时期还出现了可加工硬质金属和硬脆材料的超精密金刚石磨削技术及磨床,但其加工效率无法和金刚石车床相比。进口超精密半导体零件
- 半导体加工超精密超精细 2025-11-14
- 工业超精密MLCC轮刀 2025-11-14
- 高精度超精密蚀刻 2025-11-14
- 微加工超精密半导体零件 2025-11-14
- 半导体超精密VACUM CHUCK 2025-11-13
- 芯片超精密MLCC轮刀 2025-11-13
- 超精密 2025-11-13
- 进口超精密MLCC轮刀 2025-11-12
- 自动化超精密真空卡盘 2025-11-12
- 超快激光超精密CHUCK 2025-11-11
- 韩国技术超精密液体流量阀 2025-11-11
- 半导体超精密测包机分度盘 2025-11-11


