视觉外观检测系统的图像预处理算法包含降噪、增强、边缘提取等功能,可有效提升图像质量,即使在光照不均或工件表面反光的情况下,仍能清晰识别缺陷特征。系统采用分布式计算架构,多台图像处理单元并行工作,图像处理速度达 50 帧 / 秒,确保与产线 65 秒节拍同步。检测区域可通过软件灵活设置,操作人员可根据产品外观质量要求,调整不同区域的检测灵敏度,如可视面的检测灵敏度高于非可视面。设备具备离线分析功能,可读取历史检测图像进行二次分析,调整算法参数优化缺陷识别率,离线分析过程不影响在线生产。系统支持与自动化分拣设备联动,根据检测结果控制分拣机构动作,将不良品自动分流至对应区域,分拣准确率达 99.9%,减少人工分拣成本与误差。倍速链变频调速启动平稳,无冲击减工件晃动。佛山高效率HVAC汽车空调智能装配检测产线厂家

流量测试工序聚焦空调风道风量与风速的调控,确保制冷制热效率达标。测试系统采用恒温恒压气源,通过精密流量计与压力传感器实时监测风道参数,测试介质为经过过滤的洁净空气,避免杂质影响检测精度。空调总成安装在特定测试夹具上,夹具与风道接口采用弹性密封结构,确保无泄漏。测试时,系统按预设程序调节风机转速,在高、中、低三档风速下分别检测各出风口的风量(范围 50-500m³/h)与风速(范围 0.5-10m/s),测量精度达 ±2% FS。同时记录风道阻力特性曲线,分析是否存在局部堵塞或设计缺陷。测试数据自动上传至 MES 系统,与空调型号绑定存档,为后续质量追溯与性能改进提供依据,该工序将风量偏差率控制在 ±5% 以内。佛山高效率HVAC汽车空调智能装配检测产线厂家线束装配用 RFID 追溯,物料先进先出管理防过期。
MES 系统集成实现产线全流程数字化管控,构建 “人、机、料、法、环” 一体化管理平台。系统实时采集各工位设备运行数据、质量检测数据及物料流转信息,通过工业以太网传输至数据中心,传输延迟<100ms。生产计划模块可根据订单需求自动排产,动态调整各工位节拍,确保 CT 时间稳定<65S。质量追溯模块通过工件编码,可追溯从原材料入库到成品出厂的全生命周期数据,包括各工序操作人员、设备参数、检测结果等。设备管理模块对产线设备进行预测性维护,通过分析运行数据提前预警故障风险,将设备停机时间缩短至每月<2 小时。系统还支持移动端查询与审批,管理人员可实时掌握生产进度与质量状况,为决策提供数据支持。
人工装配线束工序采用人机协作模式,通过辅助工装与数字化指引提升装配效率与准确性。工位配备可调节工作台与照明系统,线束料盒按 “5S” 标准分区摆放,每个料盒内置 RFID 标签与光电传感器,实时监测物料库存。操作人员佩戴智能手环,工作台上方显示屏通过 AR 技术投射线束装配路径,高亮显示插接点位与顺序。插接处安装防错卡扣,若插反或未到位,工装会触发触觉反馈与声光提示。关键插接点设置压力传感器,确认插接力度达标后才允许进入下一工序。系统记录操作人员装配时间与质量数据,通过 MES 系统分析优化作业流程。该模式平衡了自动化与人工灵活性,将线束装配不良率从 3% 降至 0.5%,单台装配时间控制在 45 秒内。噪音测试舱隔音量超 40dB,准确定位 5mm 级异响源。

视觉引导机器人螺钉锁付工序融合高精度视觉识别与智能控制技术,成为产线装配的关键环节。该系统搭载 2000 万像素工业相机与远心镜头,配合环形 LED 自适应光源,可在 0.5 秒内完成螺钉孔位识别,定位精度达 ±0.05mm,即使工件表面存在轻微油污或划痕,识别成功率仍保持 99.9%。六轴协作机器人末端搭载智能电批,采用无刷电机驱动,维护周期超 10 万次,扭矩调节范围 0.5-15N・m,精度控制在 ±5% 以内。创新采用 “扭矩 + 角度” 双参数监控模式,通过扭矩传感器与角度编码器实时反馈数据,有效预防滑丝、漏锁及虚假拧紧等问题。系统支持离线编程与多螺钉并行作业,通过路径优化可同时锁付分布均匀的螺钉,单颗螺钉锁付时间<2 秒。视觉手眼标定误差<0.02mm,配合负压吸尘装置锁付粉尘,确保长期运行的稳定性与准确性,大幅提升装配质量与效率。流量测试风道光滑处理,粗糙度 Ra≤0.8μm。佛山高效率HVAC汽车空调智能装配检测产线厂家
噪音测试标准声源校准,数据符合 ISO 要求。佛山高效率HVAC汽车空调智能装配检测产线厂家
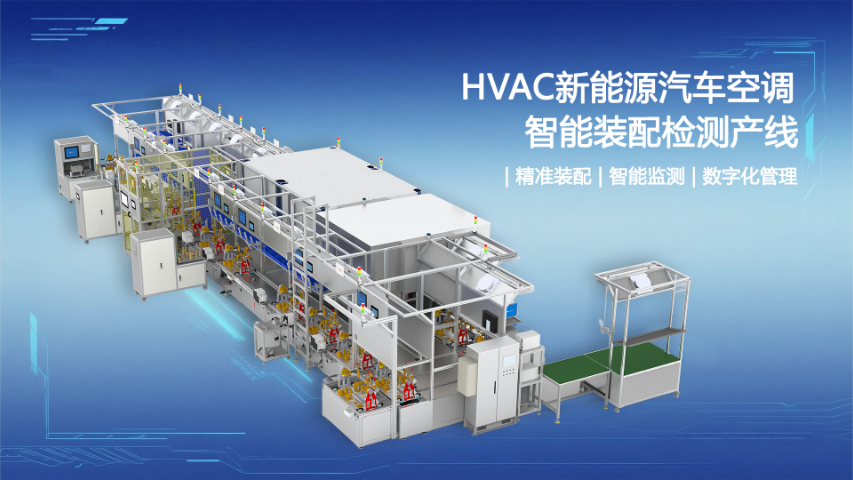
该 HVAC 汽车空调智能装配检测产线的倍速链自动传送系统是实现高效生产的关键基础,专为新能源车空调多样化装配需求设计。系统采用特制链条与精密导轨组合,链条抗拉强度≥1000N,可承受极限工装板负载 50kg,确保长期稳定运行。传送速度实现 0.5-5m/min 无级调速,通过变频驱动技术实现启动与停止过程的平稳无冲击,有效减少工件在传送中的晃动。工装板采用模块化设计,底部安装耐磨滑块,与导轨摩擦系数≤0.02,配合 “机械定位 + 视觉校准” 双重定位机制,使得定位误差≤±0.1mm。链条张紧装置配备弹簧式自动补偿结构,持续保持张紧力,减少人工维护频次。系统分布多个紧急停止按钮,配合气动阻挡器的 0.3 秒快速响应,在确保产线节拍稳定的同时,为安全生产提供坚实保障,全力支撑 CT 时间<65S 的高效生产目标。佛山高效率HVAC汽车空调智能装配检测产线厂家