MES 系统的生产调度模块采用智能遗传算法,可在 5 分钟内完成未来 24 小时的生产计划排程,考虑设备产能、物料库存、人员配置等多约束条件,优化后的计划可使设备利用率提升 10-15%。数据采集采用分布式 IO 模块,支持模拟量、数字量、脉冲量等多种信号类型采集,采样频率达 1kHz,确保关键参数的准确捕捉。质量追溯模块采用区块链技术,将每个产品的关键质量数据写入区块链,实现不可篡改的全程追溯,可通过产品编码、批次号、生产日期等多维度查询。设备管理模块建立设备健康度评估模型,通过分析振动、温度、能耗等参数,自动生成设备健康评分(0-100 分),当评分低于 60 分时发出维护预警,并推荐维护项目与备件清单。系统支持多终端访问,管理人员可通过电脑、平板、手机等设备实时查看生产数据与报表,远程审批生产异常处理单,实现生产管理的移动化与智能化。自动涂油 PID 恒温,非生产状态节能模式。东莞快速HVAC汽车空调智能装配检测产线定制
MES 系统的物料管理模块采用先进的物料需求计划(MRP)算法,根据生产计划与物料清单(BOM)自动计算所需物料数量与到货时间,生成物料采购计划,确保生产物料准时供应且库存合理。系统与仓库管理系统(WMS)无缝对接,实时获取物料库存数据,当物料入库或出库时自动更新库存信息,实现物料管理。生产异常管理模块采用流程化处理机制,当产线出现设备故障、质量异常等问题时,系统自动生成异常处理单,通知相关责任人处理,并跟踪处理进度直至问题解决,异常处理闭环率达 100%。系统具备数据备份与恢复功能,采用本地备份与云端备份双重策略,确保生产数据不会丢失,备份数据可在 10 分钟内完成恢复,保障系统连续稳定运行。东莞热管理系统HVAC汽车空调智能装配检测产线共同合作流量测试风道光滑处理,粗糙度 Ra≤0.8μm。

噪音测试工序的隔音舱内壁采用楔形消声结构,对 200-10000Hz 频率的噪音吸收系数达 0.9 以上,确保测试环境的低背景噪音水平。舱内安装气流静音装置,将测试所需的气流扰动噪音控制在 20dB 以下,避免对空调运行噪音产生干扰。测试数据采集采用 24 位高精度声卡,动态范围达 120dB,可捕捉微弱的异响信号。系统开发了 AI 噪音分类模型,通过机器学习识别风机噪音、电机噪音、气流噪音等不同类型的噪音特征,自动判断噪音是否符合标准,并分析超标原因,如叶轮不平衡、风道设计缺陷等。测试报告包含噪音频谱图、声压级曲线、噪音源定位图等多维数据,支持 PDF、Excel 等多种格式导出,为设计部门提供直观的优化依据,使新能源车空调噪音水平控制在 35dB (A) 以下的行业标准。
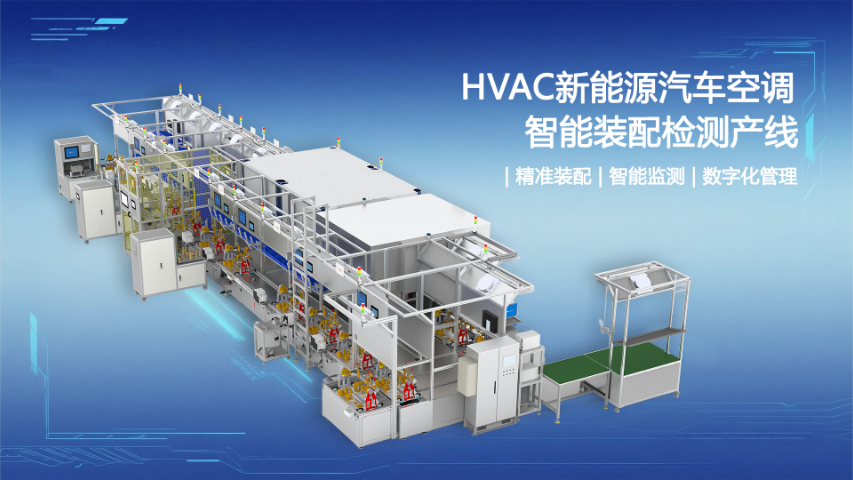
该 HVAC 汽车空调智能装配检测产线专为新能源车设计,关键传送系统采用倍速链自动传送技术,为全流程高效运转奠定基础。倍速链由特制链条、驱动装置及支撑导轨组成,通过链条与工装板的摩擦传动实现工件输送,其 “倍速” 特性体现在链条运行速度与工装板移动速度的差值上,可根据工位需求灵活调节传送效率。工装板上集成高精度定位销与传感器,确保空调总成在各工位准确停靠,定位误差≤±0.5mm。当工件到达工位时,气动阻挡器自动升起固定工装板,完成操作后快速放行,整个传送过程响应时间<0.3 秒。配合产线节拍优化算法,倍速链可动态调整运行速度,在保证各工位充足操作时间的同时,实现 CT 时间<65S 的高效目标,有效解决传统传送带速度固定导致的节拍失衡问题。气密性测试阶梯升压,温度补偿消除环境影响。

噪音测试工序是评估空调运行舒适性的关键环节,采用半消声室与高精度声学检测系统实现整体测量。测试工位采用全封闭隔音舱设计,舱内背景噪音≤25dB (A),符合 ISO 3745 声学测试标准。空调总成通过特定工装固定在测试台上,由伺服电机驱动模拟不同风速档位运行。舱内布置 6 个麦克风阵列,分别采集空调出风口、蒸发器、风机等关键部位的噪音信号,采样频率达 48kHz,可捕捉 20Hz-20kHz 全频段噪音。数据经频谱分析系统处理,生成噪音声压级、声功率级及频谱特性曲线,与预设阈值对比判定是否合格。系统支持多工况测试,可模拟怠速、高速等不同行车状态下的空调运行噪音,测试全程<30 秒,为新能源车舱内 NVH 性能优化提供数据支持。倍速链工装板模块化设计,换型时间<5 分钟适配多型号。东莞热管理系统HVAC汽车空调智能装配检测产线共同合作
自动涂油系统油温控制 25±2℃,涂油量精度 ±0.01ml。东莞快速HVAC汽车空调智能装配检测产线定制
视觉外观检测工序通过多维度视觉系统实现空调总成的外观质量全检,杜绝外观缺陷流入市场。检测工位部署 4 组工业相机,分别从正面、侧面、顶面及底面拍摄工件,单张图像分辨率达 4096×3072 像素。视觉算法采用深度学习模型,经过数万张缺陷样本训练,可识别划痕(≥0.3mm)、凹陷(≥0.5mm)、色差、装配间隙过大(≥0.2mm)等 20 余种缺陷。检测时,工装带动工件旋转 360°,确保无视觉死角,图像采集与分析全程<2 秒。对于疑似缺陷,系统自动标记并弹出高清图像供人工复核,复核结果用于优化算法模型。该工序相比人工目视检测,效率提升 5 倍,缺陷检出率从 85% 提升至 99.9%,有效保障新能源车空调的外观品质。东莞快速HVAC汽车空调智能装配检测产线定制