
- 品牌
- 斯立德迩
- 型号
- 鼓形齿联轴器
- 类型
- 弹性联轴器,夹壳联轴器,套筒联轴器,万向联轴器,梅花联轴器,非标定制,齿式联轴器,膜片联轴器,凸缘联轴器,鼓形齿联轴器,十字联轴器
- 材质
- 铝质,碳钢,合金,不锈钢
- 是否进口
- 否
- 样品或现货
- 样品
- 加工定制
- 是
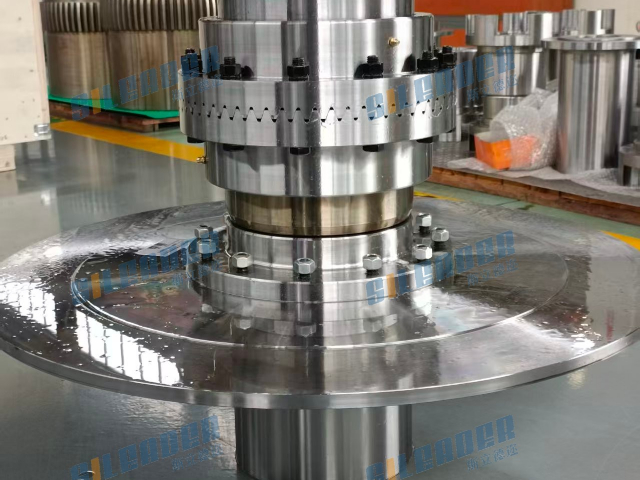
带制动盘梅花形弹性联轴器的结构与组成带制动盘梅花形弹性联轴器,又称爪式联轴器,主要由两个金属爪盘和一个弹性体构成其结构特点如下:金属爪盘:通常采用45号钢,通过车削、铣削、拉削等机加工制成,并经整体热处理以保证机械强度;部分产品也有铸件形式,但铸件爪盘在高速或高负载下易发生爪齿脱落,重要场合不建议使用弹性体:主要为梅花形弹性元件,材质多为聚氨酯,具有四瓣、六瓣、八瓣、十瓣等不同规格,可提供三种不同硬度选择,具备耐油、电气绝缘特性,工作温度范围为-35℃~+80℃带制动盘梅花形弹性联轴器的特性性能优势补偿与减振:可吸收振动,补偿径向、角向及轴向偏差,无齿隙设计确保传动精度结构与维护:结构紧凑、重量轻,转动惯量小,无需润滑,便于检查和维修;更换弹性元件时需沿轴向移动两半联轴器固定方式:支持顶丝、夹紧、键槽等多种固定方式,适配不同安装需求鼓形齿带制动轮单面齿GCL-II/GBLZ型:适用于与闸瓦式制动器配套的场合。轴孔可根据客户要求制造。山东什么是鼓形齿联轴器工厂直销
鼓形齿联轴器
选择QL型滚柱联轴器时,需综合考虑扭矩、转速、补偿能力及工况适配性
额定扭矩联轴器的额定扭矩需≥设备实际扭矩×安全系数(通常取1.5-2.5)
联轴器的许用转速需≥设备最高转速
联轴器孔径需匹配电机轴和减速机轴径,允许通过轴套微调,但偏差不宜超过5mm
径向/角向补偿:QL型滚柱联轴器可补偿径向、轴向和角向偏差,适合对中精度要求不高的场景(如矿山设备)。
维护成本:QL型滚柱联轴器寿命长,但需定期检查滚柱磨损情况
轴向补偿:若存在热胀冷缩导致的轴向位移,需确认联轴器轴向间
QL型滚柱联轴器寿命长,但需定期检查滚柱磨损情况 山东卷筒鼓形齿联轴器常见问题TC型弹性套柱销联轴器弹性套与半联轴器凸缘上圆孔间的间隙以及弹性套的变形具有一定的补偿偏移和减震性能。
QGCA型圆柱形轴孔联接球面滚子联轴器是一种结合了渐开线花键高精度传动与球面滚子联轴器补偿能力的复合式联轴器,适用于需要大扭矩传递和角度补偿的工况。关键信息:结构特点圆柱形轴孔联接:采用圆柱形轴孔设计,简化安装过程,适用于标准轴径连接球面滚子联轴器:通过球面滚子结构补偿两轴间的角度偏差(通常允许3°~5°),同时具备径向和轴向位移补偿能力1。渐开线花键联接:采用渐开线齿形设计,实现自动定心功能,齿侧均匀受力,抗扭强度较矩形花键提升40%以上,且支持轴向滑动调节。
联轴器选型关键参数与考虑因素选型:关键选型参数扭矩:需精确计算设备运行时的最大扭矩需求,选型时联轴器的额定扭矩应大于实际工作扭矩,安全系数一般取1.5-3,以应对瞬间过载及长期运行的疲劳影响转速:明确设备的最高转速,所选联轴器的许用转速必须高于实际转速,防止高速运转时离心力过大损坏联轴器轴径:准确测量连接轴的直径,确保联轴器孔径与轴径匹配,通常采用过渡配合或过盈配合,轴径公差需符合相关标准(如H7/k6)位移补偿量:根据设备安装精度、工作温度变化及机械振动等因素,确定所需的轴向、径向和角向位移补偿量,不同型号联轴器的补偿范围不同。梅花形弹性联轴器凭借结构简单、缓冲减震性好的特点,广泛应用于中小型电机传动。
膜片联轴器的特点紧凑轻量化设计由高弹不锈钢膜片、半联轴器及螺栓构成,结构简单且体积小,适合空间受限的安装环境无润滑免维护无需定期润滑,避免油污问题,降低维护成本性能优势高精度与零间隙膜片弹性变形补偿位移,实现无间隙传动,保持传动精度多向位移补偿能力可补偿轴向、径向和角向偏差(角位移补偿能力约为齿式联轴器的2倍)耐极端环境适应-80℃至300℃温度范围,耐酸碱腐蚀,适合恶劣工况减震降噪膜片弹性特性有效吸收振动,运行噪音低高效传动高功率质量比,传动效率高,尤其适合精密设备SWC型万向联轴器型式代号WH:无伸缩焊接式。山东弹性柱销鼓形齿联轴器哪个好
SWC型万向联轴器型式代号BF:标准伸缩法兰式。山东什么是鼓形齿联轴器工厂直销
WGZ型带制动轮鼓形齿式联轴器安装规范
安装前准备尺寸核对:检查轴孔与孔径公差,确保轴端保留0.003-0.006mm轻微过盈量(高速设备需严格按图纸中差控制)
清洁要求:使用航空煤油或**清洗剂彻底***齿面抛光蜡残留及花键槽切屑,避免装配污染
装配工艺温差装配法:外齿轴套加热至200℃后压装(温度≥180℃),压入速度≤30mm/min,防止薄壁壳体变形。
制动轮对中:以滚筒主轴为基准轴,优先测量减速器输出轴与主轴的同心度,再调整电机轴对中。
轴线对中精度激光校准:推荐使用激光对中仪,传统千分表法易因基准面变形累积误差。
允许偏差:径向偏差≤0.05mm,端面偏差需通过塞尺十字交叉检验支脚平整度。
制动系统调试间隙调整:制动轮与制动盘间隙按设备要求设定,避免摩擦过热
对称预紧:螺栓需对角分两阶段紧固,防止预紧不均衡导致扭矩波动
润滑与试车油膜验证:注脂时间≥30秒,直至润滑孔持续渗出,避免干摩擦(如某电厂因未充分润滑导致齿面烧蚀)1。空转监测:试车时需埋装PT100热电阻,跟踪温升曲线至稳定运行76℃ 山东什么是鼓形齿联轴器工厂直销
斯立德迩(江苏)传动技术有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,斯立德迩传动技术供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

- 广东智能鼓形齿联轴器网上价格 2026-01-31
- 西藏附近鼓形齿联轴器成交价 2026-01-30
- 江西特殊鼓形齿联轴器哪家强 2026-01-28
- 黑龙江微型鼓形齿联轴器哪家强 2026-01-27
- 广东好的鼓形齿联轴器生产 2026-01-27
- 黑龙江直销鼓形齿联轴器哪个好 2026-01-27
- 辽宁直销鼓形齿联轴器服务 2026-01-26
- 四川使用鼓形齿联轴器厂家 2026-01-25






